Bagaimana Mengenalpasti Model Galas Bebola Alur Dalam Keluli Tahan Karat Dengan Tepat Menggunakan Angkup Vernier?
Dalam penyelenggaraan rutin dan pembaikan mekanikal peralatan industri, mengenal pasti dan menggantikan galas dengan tepat adalah langkah kritikal dalam memastikan operasi yang stabil. Disebabkan haus berpanjangan atau pencemaran oleh minyak dan gris, tanda terukir laser pada permukaan banyak galas bebola alur dalam keluli tahan karat mungkin tidak boleh dibaca. Akibatnya, menentukan model bearing yang tepat melalui pengukuran fizikal telah menjadi kemahiran penting untuk jurutera.
Artikel ini akan memberikan panduan terperinci tentang cara mengenal pasti model galas bebola dalam alur keluli tahan karat dengan cepat dan tepat—menggunakan tidak lebih daripada angkup—dengan mengukurnya. diameter dalam, diameter luar dan lebar .
Alat Pengukuran dan Parameter Asas
Untuk mengenal pasti model galas dengan tepat, kita mesti menyediakan ketepatan tinggi terlebih dahulu angkup vernier . Semasa proses pengukuran, kita perlu mendapatkan tiga titik data utama berikut:
- Diameter Dalaman (d): Menentukan saiz aci yang digandingkan dengan galas, dan juga merupakan parameter paling kritikal untuk mendapatkan akhiran nombor model galas.
- Diameter Luar (D): Menentukan saiz lubang pelekap galas.
- Lebar/Ketebalan (B): Dimensi paksi galas.
Dalam konvensyen penamaan untuk galas bebola dalam alur keluli tahan karat (cth., S6004-ZZ), awalan "S" menandakan bahan keluli tahan karat, manakala akhiran "ZZ" menunjukkan perisai logam dua sisi. Nombor perantaraan (seperti 6004), bagaimanapun, memegang kunci kepada dimensi galas.

Angkup Vernier
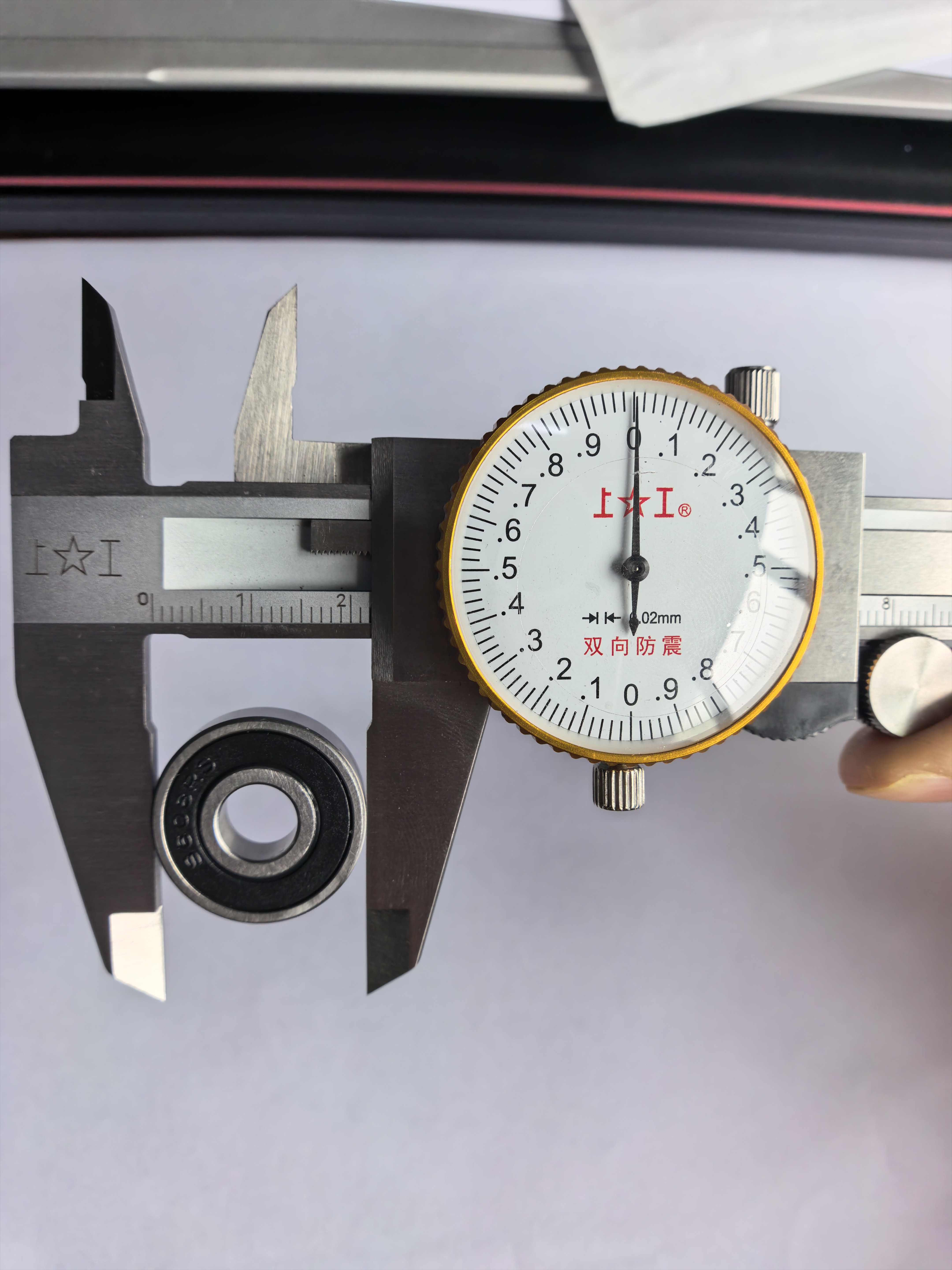
Pengukuran Diameter Dalaman
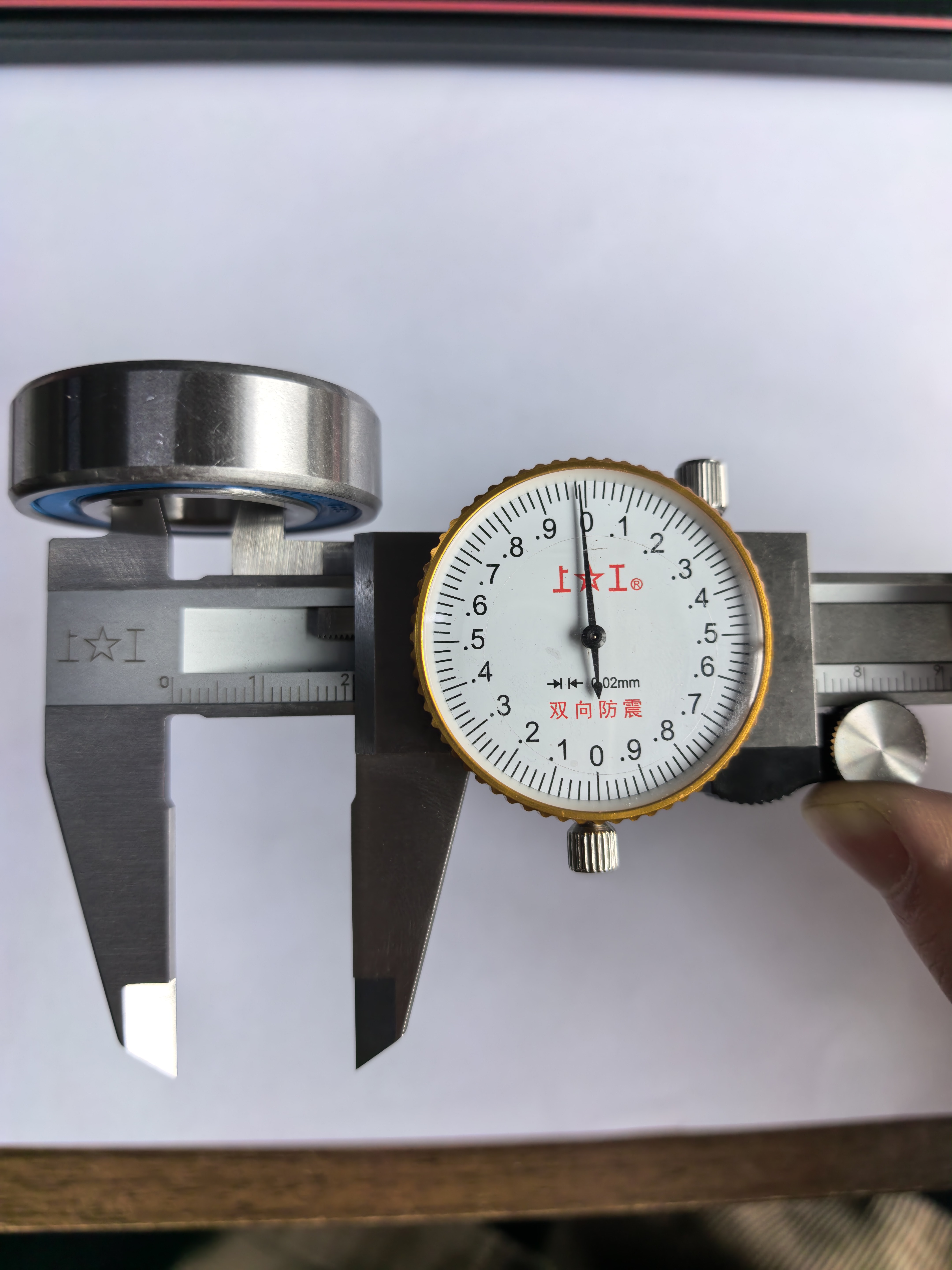
Ukuran Diameter Luar
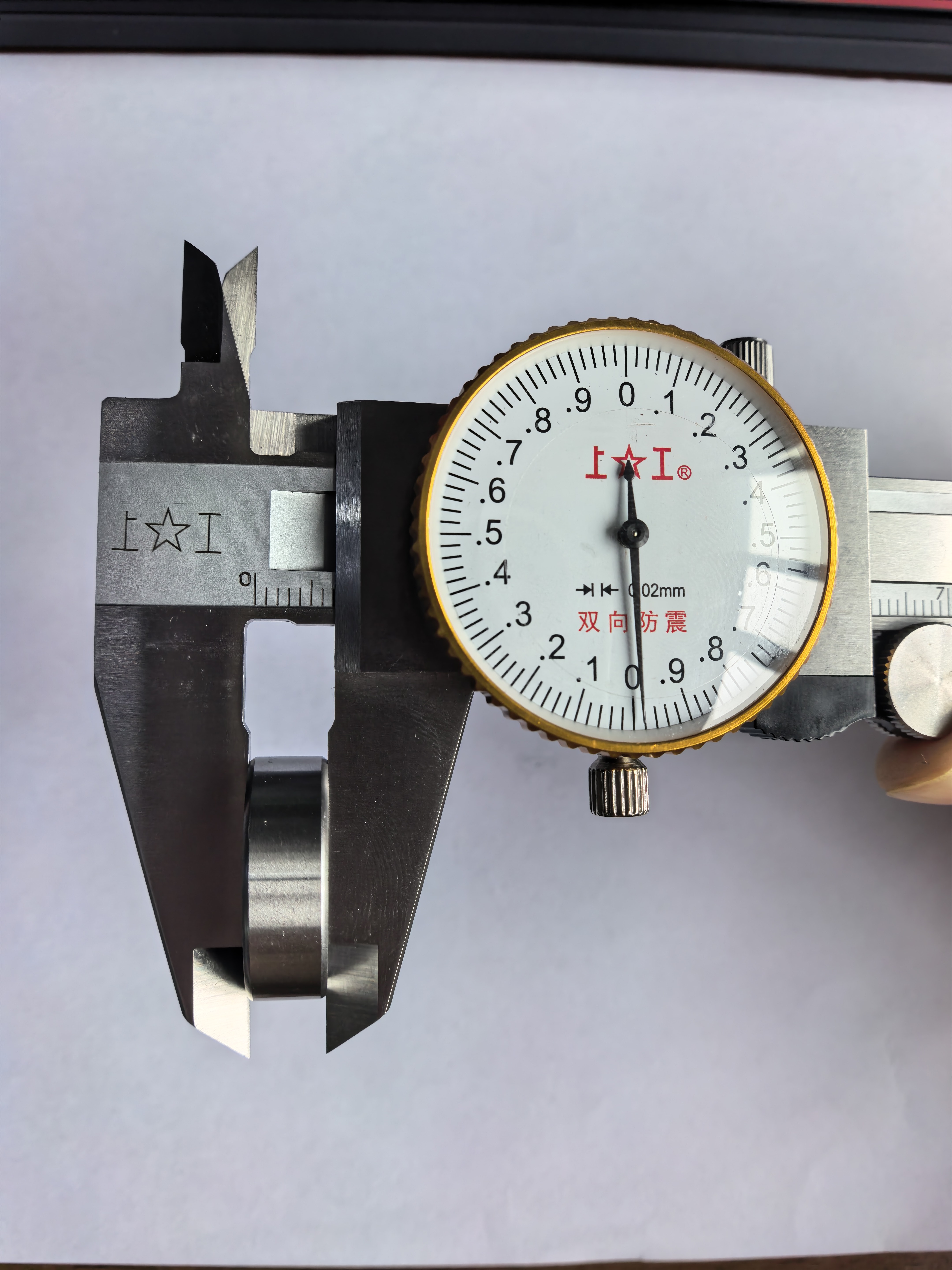
Pengukuran Lebar/Ketebalan
Kaedah untuk Mengenalpasti Galas Model 4 Digit
Untuk galas bebola alur dalam yang ditetapkan oleh kod empat digit (cth., siri S60xx, S62xx, dan S63xx), terdapat kesesuaian yang ketat antara diameter dalam dan digit akhir nombor model. Kami mengkategorikan hubungan ini kepada dua senario: "Formula Standard" dan "Imbuhan Khas."
Sarung Standard: Berkenaan dengan model dengan akhiran ≥ 04 (Diameter Dalaman ≥ 20 mm)
Apabila diameter dalam galas, seperti yang diukur dengan angkup vernier, adalah lebih besar daripada atau sama dengan 20 mm , anda boleh menggunakan formula klasik "bahagi dengan 5":
Formula Teras: Diameter Dalaman Galas yang Diukur ÷ 5 = Dua Digit Terakhir Nombor Model
Analisis Kes: S6004-ZZ — Jika anda mengukur diameter dalam galas keluli tahan karat menggunakan angkup dan mendapati ia betul 20mm , anda boleh menggunakan formula berikut: 20 ÷ 5 = 4 (menghasilkan akhiran "04"). Penilaian Awal: Akhiran untuk model bearing ini ialah 04. Selepas itu, dengan mengambil ukuran lanjut diameter luar galas (42mm) dan lebar (12mm) dan merujuk silangnya dengan carta saiz galas standard, anda boleh mengenal pasti nombor model lengkap galas sebagai S6004-ZZ .
Kes Khas: Berkenaan dengan model dengan nombor ekor 00, 01, 02, dan 03
Sila ambil perhatian bahawa peraturan membahagikan diameter dalam dengan 5 tidak terpakai kepada galas dengan kod akhiran antara 00 hingga 03. Empat jenis galas khusus ini merupakan pengecualian dalam piawaian antarabangsa; dimensi diameter dalam mereka adalah nilai tetap yang mesti dihafal oleh jurutera. Nilai sepadan khusus adalah seperti berikut:
Akhiran 00: Diameter dalam ditetapkan pada 10 mm (cth., S6000)
Akhiran 01: Diameter dalam ditetapkan pada 12 mm (cth., S6001)
Akhiran 02: Diameter dalam ditetapkan pada 15 mm (cth., S6002)
Akhiran 03: Diameter dalam ditetapkan pada 17 mm (cth., S6003)
Jika diameter dalam yang diukur dengan angkup vernier sepadan dengan salah satu daripada empat nilai yang disenaraikan di atas, sila padankan terus dengan akhiran yang sepadan; jangan gunakan kaedah bahagi dengan 5.
Kaedah untuk Mengenalpasti Galas Model 3 Digit (Miniature/Bearing Kecil)
Untuk galas bebola alur dalam kecil atau keluli tahan karat kecil, nombor modelnya biasanya terdiri daripada tiga digit (cth., S608, S626, dsb.). Mengenal pasti jenis galas ini adalah yang paling mudah; * *begitu juga, formula "bahagi dengan 5" tidak boleh digunakan. **
Peraturan Teras: Diameter Dalaman Diukur Galas = Digit Terakhir Nombor Model
Analisis Kes: ** S608-ZZ ** — Jika anda menggunakan angkup untuk mengukur diameter dalam galas kecil dan mendapati ia adalah ** 8mm **, kemudian—berdasarkan konvensyen untuk sebutan galas 3 digit—diameter dalam sepadan terus dengan akhiran nombor model. Penilaian Awal: Akhiran bagi galas ini ialah ** 8 **. Dengan menggabungkan ini dengan diameter luar yang diukur (22mm) dan lebar (7mm), model boleh disahkan sebagai galas miniatur biasa ** S608-ZZ **.
Rumusan dan Syor Pemilihan
Secara ringkasnya, langkah-langkah untuk mengenal pasti model galas bebola dalam alur keluli tahan karat menggunakan angkup vernier boleh diringkaskan seperti berikut:
Ukur Diameter Dalaman, Tentukan Akhiran:
Jika diameter dalam yang diukur ialah nombor satu digit (cth., 8 mm), ia sepadan dengan digit akhir nombor model 3 digit (cth., 608).
Jika diameter dalam yang diukur ialah 10, 12, 15, atau 17 mm, ia sepadan dengan akhiran 4 digit khas 00, 01, 02, dan 03, masing-masing.
Jika diameter dalam yang diukur ialah ≥ 20 mm, gunakan formula ** Diameter Dalaman ÷ 5 = Akhiran ** (cth., 20 ÷ 5 = 04).
Ukur diameter dan lebar luar untuk menentukan siri:
Galas dengan diameter dalam yang sama mungkin tergolong dalam siri yang berbeza—menampilkan diameter dan lebar luar yang berbeza-beza—disebabkan oleh perbezaan dalam kapasiti membawa beban (cth., S6004, S6204, S6304, dsb.). Oleh itu, model khusus mesti dikenal pasti secara muktamad dengan merujuk silang kedua-dua diameter luar dan lebar.
Dengan menguasai teknik pengukuran dan pengiraan yang dinyatakan di atas, anda boleh mengenal pasti identiti sebenar galas dengan mudah—walaupun galas yang "biasa" tidak mempunyai pembungkusan atau tanda—dengan itu mengelakkan situasi janggal semasa penyelenggaraan peralatan yang timbul daripada pembelian model yang salah atau tidak dapat memasang bahagian dengan betul.






-

-
 +86-15990593443
+86-15990593443 -
 No. 558 Huancheng West Road, Bandar Zhouxiang, Cixi City, Wilayah Ningbo, Wilayah Zhejiang
No. 558 Huancheng West Road, Bandar Zhouxiang, Cixi City, Wilayah Ningbo, Wilayah Zhejiang
- Pautan Pantas
- Kategori Produk
- Galas Bebola Deep Groove
- Galas Bebola Alur Dalam Keluli Tahan Karat
- Galas Bebola Sentuhan Sudut
- Galas bebibir
Hak Cipta @
Ningbo Aosen Bearing Co., Ltd.

Mesej Kami Sekarang!